






(li��n)ϵ�҂�
��ַ�����o
�֙C/��һ��15524700779
�֙C/�Ŷ���13654200914
QQ�ͷ�һ�����o
QQ�ͷ��������o
�֙C/��һ��15524700779
�֙C/�Ŷ���13654200914
QQ�ͷ�һ�����o
QQ�ͷ��������o
�aƷ֪�R
�X�ͲĔD���^�̿sβ���γ�ԭ��ֹ��ʩ
���ڣ�2016-11-13 �˚⣺
������ʾ�� �X�ͲĔD���^�̿sβ���γ�ԭ��ֹ��ʩ �sβ���X�Ͻ��ͲĔD�����a�^����һ�N���еďUƷ.���w�֞��пտsβ�ͭh(hu��n)�οsβ.�пտsβ�����ڔD���|Ƭ�������ۺ͔D����������̫�١�
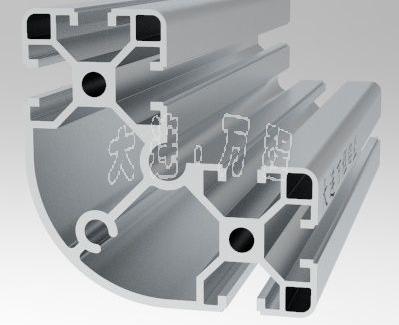
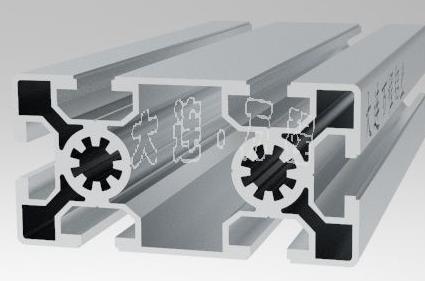
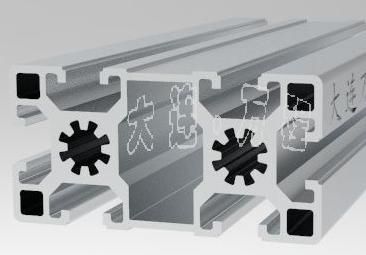
�X�Ͳ��D���^�̿sβ���γ�ԭ��ֹ��ʩ
�sβ���X�Ͻ��ͲĔD�����a�^����һ�N���еďUƷ.���w�֞��пտsβ�ͭh(hu��n)�οsβ.�пտsβ�����ڔD���|Ƭ�������ۺ͔D����������̫��,��ɽ��ٹ������ز����ԭ����γ��п�©����sβ;�h(hu��n)�οsβ��Ҫ�����X�Ͳ��D���^�̿�Y���r,׃�΅^(q��)�Ƚ��ٹ�������,��ʹ�����ؔD���|Ƭ��߅�l(f��)���M������,��߅�����ȱ���̎�^��,մ�����۵Ľ��ٻ��������뵽��Ʒ����ɵ�.�h(hu��n)�οsβһ������Ʒβ�˵Ĕ�����,����B�m(x��)���B�m(x��)�ĭh(hu��n)�Π�.
������ֹ�sβ����Ҫ��ʩ:
����1)�p���X�V�ض��c���ߜضȲ�,����õؔ͜D��.
����2)���C�T�V����Ƀ�,�ӟ����.
����3)��ֹ�ڔD���|Ƭ��Ĩ�ͻ����Ͳ����D���|.
����4)���ģ���͔D��Ͳ�ı���❍��,���r����D��Ͳ.
����5)�D���^�̿�Y���r���͔D���ٶ�.
����6)���Ý����D���ͷ���D��.
����7)��Ҏ(gu��)�������Ϻ���β,���m�������Ϻ��
�x���@ƪ���º������������
��
���ľWַ��
http://www.u8669.cn/zhishi/2673.html
��һƪ���Ӿ���a��ǰ̎���Ļ��W�S�o
��һƪ����ĭ�X���ô�ȫ
�aƷ���]